买球赛的正规app研发定制生产厂家
买球赛的正规app生产线解决方案提供商
服务热线:
13808918807
买球赛的正规app研发定制生产厂家
买球赛的正规app生产线解决方案提供商
服务热线:
13808918807

电 话:13808918807
邮 箱:1253197658@qq.com
网址:/
地 址:山东省招远市张星工业园
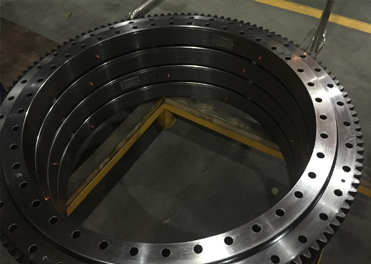
近年来,随着机械设备的精密研发制造,其主要部件——买球赛的正规app不断向高精度、高强度、低噪声、高可靠性、长寿命方向优化。齿轮的性能是买球赛的正规app性能的重要体现。因此,在齿轮锻造中,无论是选材、车削、热处理、齿轮制作还是其他后续工序,都要严格遵循工艺。今天跟随买球赛的正规app厂家的工作人员一起来看看制齿工艺流程吧!
一、材料
加工前,先了解毛坯的材质和锻造后的状态。其次,检查坯料是否有分层、裂纹等缺陷。
测量空白的尺寸。包括毛坯的内径和外径、高度尺寸、加工余量的计算以及切割次数的准确估计。
买球赛的正规app毛坯分为正火处理和调质处理。正火处理成本相对较低,硬度较低,齿轮承载的扭矩相对较小。为了保证产品的质量和使用寿命,对产品毛坯进行调质处理。
二、车削加工
1.粗镟
粗车按车削工艺图进行,切削速度和切削量严格按工艺规定执行(一般切削速度为5 rpm。切削量为10毫米~ 12毫米。
2.粗车和老化
轴承零件粗车后,轴承零件应三点支撑,平放(不允许堆放,时效时间不少于48小时方可精车。
3.精车轴承
零件完成后,切削速度为每分钟6-8转,切削量为0.3-0.5毫米。
4.成型和精加工
为了防止轴承零件变形,必须松开固定夹紧装置,使零件处于无应力状态。转速为每分钟8转,切削量为0.2毫米。
5.交叉三列滚子转盘轴承内圈特殊工艺
为防止十字、三排滚子转盘轴承内圈热处理后变形。车削必须成对进行,即热处理前不切削背对背加工滚道,热处理后切削。
6.加热后完成车削
轴承内外圈热处理后,进行精车。

三、热处理
1.滚道表面淬火
轴承滚道表面中频淬火,硬度不小于55HRC,硬化层深度不小于4 mm,软带宽度不小于50 mm,并在相应位置标“S”。
2.热处理后回火
中频淬火后,轴承内外圈应在200下放电48小时。从而保证内应力消失,防止以后出现裂缝。每批买球赛的正规app应在热处理和回火后进行磁粉检测,以防止裂纹。
四、制齿
1.热处理后,开始制牙过程。普通滚齿机和插齿机在齿部加工中仍广泛使用,虽然调整和维护方便,但生产效率低。如果完成大生产能力,需要同时生产多台机器。为了解决加工效率低的问题,在增加滚齿机和插齿机数量的同时,采用高速铣齿机,加工效率高,表面光洁度好。
2.一些恶劣工况下使用的买球赛的正规app表面需要进行淬火处理,如挖掘机、打桩机、抓木机、平地机等。它们具有相对较大的冲击载荷,并且需要在齿面上进行淬火处理。根据模量,淬火后的硬度在45-60HRC之间。在起重机和塔式起重机等常见工作条件下,齿面不需要热处理。
3.随着工业4.0的快速发展,买球赛的正规app广泛应用于自动化行业。在这个应用领域,对牙齿的精度要求比较高,要求低的也是8级精度。为了应对市场的快速变化,在建设新工厂的过程中,要求设备具有更高的精度,以满足市场需求。
5.制齿工序完成后,还有精车、刨平、钻孔、磨轨、装配等后续工序。并且买球赛的正规app可以出厂。
以上是对买球赛的正规app齿轮制造工艺流程的介绍,希望大家看完能有所帮助。
地址:山东省招远市张星工业园
电话:13808918807
邮箱:1253197658@qq.com
网址:http://www.dongysaigon.com

(微信扫一扫)
 鲁公网安备 37068502000155号
服务支持:烟台聚维
鲁公网安备 37068502000155号
服务支持:烟台聚维